 [email protected]
[email protected] +86 18006010205
+86 18006010205
-






-
Warning: Undefined array key 2 in /home2/spiethlt/unracking.com/Templete/sps/Include/Function.php on line 372

-
Spieth, Space solutionsMore Than 18 Years Manufacturing & Exporting




-
 Tel : +86 18006010205
Tel : +86 18006010205
-
 E-mail : [email protected]
E-mail : [email protected]
-
 Address : Tongan Park, Tongan District, Xiamen, China 361023
Address : Tongan Park, Tongan District, Xiamen, China 361023
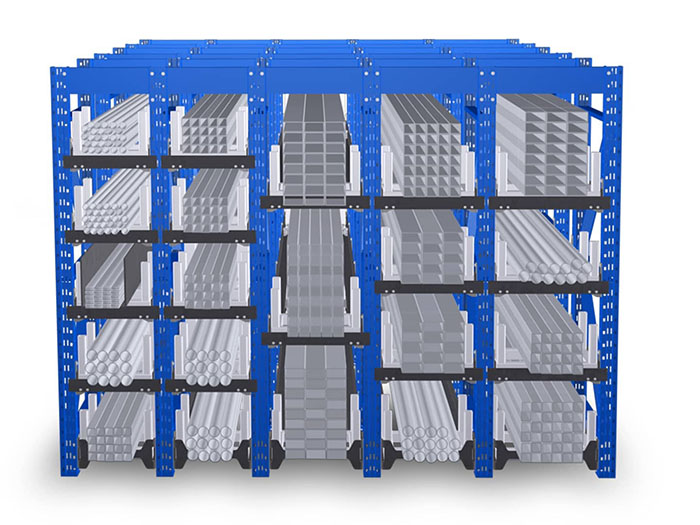
Mezzanine Floor Pallet Racking for Distribution Centers





Mezzanine floor pallet racking for distribution centers are also called working platforms. Modern Mezzanine floor platform structure has various forms and functions. The biggest feature of its structure is the fully assembled structure, which is flexible in design and more widely used in modern storage.
Introduction to Mezzanine Floor Pallet Racking
Mezzanine floor pallet racking, also called working platforms, is a modular, steel-based storage solution widely used in distribution centers, e-commerce warehouses, FMCG storage, and cold-chain facilities. Modern mezzanine systems allow multi-tier layouts, customizable load configurations, and optimized vertical space utilization, providing high-density storage without expanding the building footprint.
Structures are typically constructed with high-grade Q235/Q345 steel beams, columns, and plates, connected via bolted or welded joints. Standard module spans range from 1.2 m to 2.5 m per bay, with each level designed to support 500–1000 kg/m² depending on configuration. The modular design allows easy expansion, relocation, or integration with conveyor systems and pallet shuttles.

Advantages of Mezzanine Floor
- High Strength & Light Weight: Steel enables large spans and heavy loads while maintaining a lightweight structure, reducing the need for additional columns and supporting equipment.
- Predictable Material Performance: Steel's homogeneity and isotropy ensure consistent behavior under both static and dynamic loads, suitable for forklifts and pallet traffic.
- Plasticity & Toughness: Mezzanine structures withstand significant deformation under dynamic or seismic forces without structural failure.
- Rapid Construction: Prefabricated modules reduce assembly time; a 300 m² mezzanine can be installed and operational in under 30 days by a small team.
- Industrialized Production: Standardized, mechanized fabrication improves quality, repeatability, and installation efficiency.
- Customizable Layouts: Multi-tier levels, rack-supported designs, and integration with conveyors or lifts allow tailored solutions for different warehouse workflows.
- Optimized Space Utilization: Efficient vertical storage increases storage capacity by up to 60% without expanding the building footprint, improving ROI.

Disadvantages and Mitigation
- Fire Resistance: Steel is sensitive to heat; use fire-resistant coatings, sprinklers, or intumescent paints to meet local codes.
- Corrosion: Powder coating, galvanization, or epoxy finishes enhance durability in humid or chemical environments.
- Maintenance: Regular inspection of bolts, welds, and protective coatings ensures long-term safety and performance.
Load Capacity and Safety Considerations
- Static & Dynamic Loads: Each level is engineered to support both stored goods and dynamic activity from forklifts or pallet handling. Load ratings typically range 500–1000 kg/m² per level.
- Structural Integrity: Beams, columns, and plates are designed following ISO 7500, EN 1993, or local engineering codes to prevent overloading.
- Worker Safety: Staircases, guardrails, anti-slip flooring, and clear load markings reduce accident risk.
- Fire & Seismic Compliance: Fireproof coatings, sprinklers, and seismic bracing can be incorporated per local regulations.
- Inspection & Maintenance: Routine checks and preventive maintenance prolong the service life and maintain safety compliance.
Installation & Maintenance Tips
- Plan load distribution carefully to prevent overloading specific bays.
- Use pre-assembled modules for faster and safer installation.
- Integrate lighting and signage for easier navigation and operational efficiency.
- Schedule annual inspections of structural and safety components to ensure longevity.
Cost Considerations & ROI
- Material Quality: Higher-grade steel or thicker plates increase durability but also cost; select according to expected load and lifecycle.
- Structural Complexity: Multi-tier, rack-supported, or specialized layouts require more components and skilled labor.
- Safety Features: Guardrails, staircases, fireproof coatings, and lifts add to cost but improve long-term ROI and compliance.
- Installation & Logistics: Transportation, labor, and on-site assembly are part of the total investment.
- ROI: A well-designed mezzanine can increase storage capacity by 40–60% per footprint, shorten picking routes, reduce operational costs, and deliver a strong long-term return.
Investing in a high-quality mezzanine floor pallet racking system ensures operational efficiency, compliance with safety standards, and adaptability for future warehouse expansions.

-
Do you offer samples available?Yes, samples are available. Sample lead time 3-5days generally.
-
Do you offer custom design?Custom design is surely available. we have very rich experience in customizing shelves.
-
What is the term of payment?Regularly, 30percentTT in advance,70percent against the copy of B/L.
-
What is your delivery time?Usually: 1*20' GP container, around 15 days; 1*40'GP container, around 20days; For some urgent orders,will adjust as your requirement accordingly.
-
Are you manufacturer or trading company?We are manufacturer. Our factory has been specializing in warehouse storage equipments for years. We warmly welcome you to visit our factory at anytime.








-
-
PRODUCTS
-
NEWS
-
Flared vs Inverted Flared Wire Decking for Pallet Racks
24 JUL 2026
-
Split vs Solid Posts in Boltless Rivet Shelving
22 JUL 2026
-
Understanding Pallet Rack Load Capacity
21 JUL 2026
-
Flared vs Inverted Flared Wire Decking for Pallet Racks
-
FOLLOW US
-






 link:
Spieth Medical
link:
Spieth Medical





-

-
 +86 18006010205
+86 18006010205 -
 +86 18006010205
+86 18006010205
 0
0